The production of high-quality welded gabion baskets involves a sequence of precision engineering steps designed to ensure structural integrity, corrosion resistance, and dimensional accuracy for civil engineering and landscaping applications.
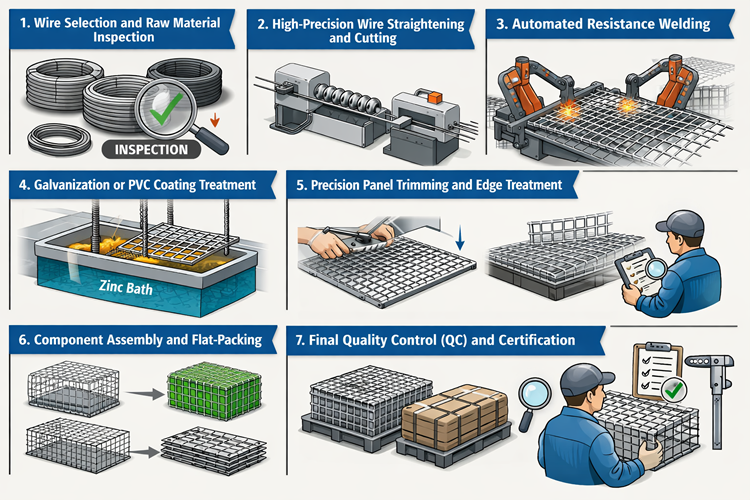
Seven Manufacturing Processes for Welded Galvanized Wire Mesh Gabion Baskets
The process begins with the selection of premium low-carbon steel wire. For standard gabions, the wire diameter typically ranges from 3.0 mm to 5.0 mm. Before production, the wire undergoes rigorous testing for tensile strength (ranging from 350 to 550 N/mm2) and zinc coating thickness to ensure compliance with international standards like ASTM A856 or EN 10244-2.
The raw steel wire, supplied in large coils, is fed into automated straightening machines. These machines remove the natural curvature of the coil, ensuring every wire is perfectly linear. High-speed flying shears then cut the straightened wire into specific lengths (e.g., 1.0 m, 2.0 m, or 3.0 m) with a precision tolerance of plus or minus 1.0 mm, preparing the longitudinal and transverse wires for the welding stage.
The cut wires are arranged in a grid pattern on a specialized multi-point resistance welding machine. This machine utilizes high-pressure electrodes to fuse the wires at every intersection (the "welding point"). Unlike traditional manual welding, this automated process ensures consistent fusion and high shear strength at the joints, typically producing mesh apertures such as 50 x 50 mm, 75 x 75 mm, or 100 x 100 mm.
Once the mesh panels are formed, they undergo secondary surface protection if they were not pre-galvanized. The panels are submerged in a hot-dip galvanizing bath to achieve a heavy zinc coating (often 245 g/m2 or higher). For projects in highly corrosive environments, the galvanized panels receive an additional PVC or PE coating (typically 0.5 mm thick), providing a physical barrier against chemical and moisture ingress.
The welded mesh sheets are trimmed to the final dimensions required for the specific gabion basket size (e.g., 2.0 x 1.0 x 1.0 m). Industrial cutters remove any overhanging wire ends, ensuring that the edges are smooth and safe for handling during installation. This step is critical for ensuring that panels align perfectly during the lacing or spiral binder assembly process.
The finished panels—including the base, sides, ends, and internal diaphragms—are grouped together. To optimize logistics and reduce transportation costs, the gabions are flat-packed. Necessary accessories, such as spiral binders (helical connectors), C-rings, or stiffeners, are bundled with the panels. Each bundle is compressed and secured with steel strapping for efficient global shipping.
Every production batch is sampled and tested for dimensional accuracy, weld shear strength, and coating thickness. Technicians verify that the mesh openings and wire gauges meet the client's specific engineering requirements. Once cleared, the products are labeled with batch numbers and technical specifications, ready for deployment in retaining wall or erosion control projects.
Copyright © Jiangyin Rock Gabion Co,. Ltd. All Rights .